
Processus de fabrication
Quatre lignes de production, un seul système qualité
Quatre lignes de production fonctionnent en parallèle sous le même toit : faisceaux barres-plaques, faisceaux tubes-ailettes, tôlerie et assemblage de modules de refroidissement. La même rigueur d'ingénierie, de brasage, de soudage et de test d'étanchéité 100 % s'applique aux quatre lignes — de sorte qu'un module de refroidissement complet est livré par un seul fournisseur avec un dossier qualité unique.
Brasage sous vide et brasage CAB, soudage robotisé et manuel, tôlerie interne et lignes d'intégration modulaire nous permettent de mener un programme du prototype à la série sur les mêmes lignes que celles ayant produit l'échantillon.

Barres-plaques · Tubes-ailettes · Tôlerie · Modules
Chaque module de refroidissement est livré comme produit intégré de ces quatre lignes parallèles — et non comme un assemblage de pièces achetées séparément et montées chez le client.

Faisceaux barres-plaques
Faisceaux brasés sous vide, haute pression et résistance aux vibrations. Radiateurs sévères, refroidisseurs d'huile, refroidisseurs d'air haute suralimentation.

Faisceaux tubes-ailettes
Faisceaux plus légers, faible perte de charge côté air, brasés en atmosphère contrôlée (CAB). Radiateurs moteur, refroidisseurs d'air pression moyenne.

Tôlerie
Découpe laser, pliage, soudage et peinture poudre internes pour cadres, carénages, protections et panneaux.

Assemblage de modules
Radiateur + refroidisseur d'air + refroidisseur d'huile + ventilateur + carénage + cadre intégrés en un seul ensemble livré.
Fabrication des faisceaux barres-plaques
Les faisceaux barres-plaques sont conçus pour les applications haute pression, fortes vibrations et conditions sévères — radiateurs sévères, refroidisseurs d'huile hydraulique et de lubrification, refroidisseurs d'air haute suralimentation. L'ensemble du faisceau est brasé en un seul bloc, sans liaison mécanique tube-collecteur.
Formage inserts & ailettes air → Nettoyage ultrasons → Empilage du faisceau → Brasage sous vide (VF) → Chanfreinage → Soudage boîte / collecteur → Test d'étanchéité & pression 100 % → Peinture poudre
Formage des ailettes & inserts
Les inserts turbulateurs internes et les ailettes côté air externes sont formés en interne afin que la géométrie reste constante sur tout le bloc brasé — c'est la base d'une performance thermique répétable.
- • Pas, hauteur et persiennes d'ailettes spécifiques au client
- • Outillage propriétaire et entretenu sur site
- • Contrôle dimensionnel en ligne

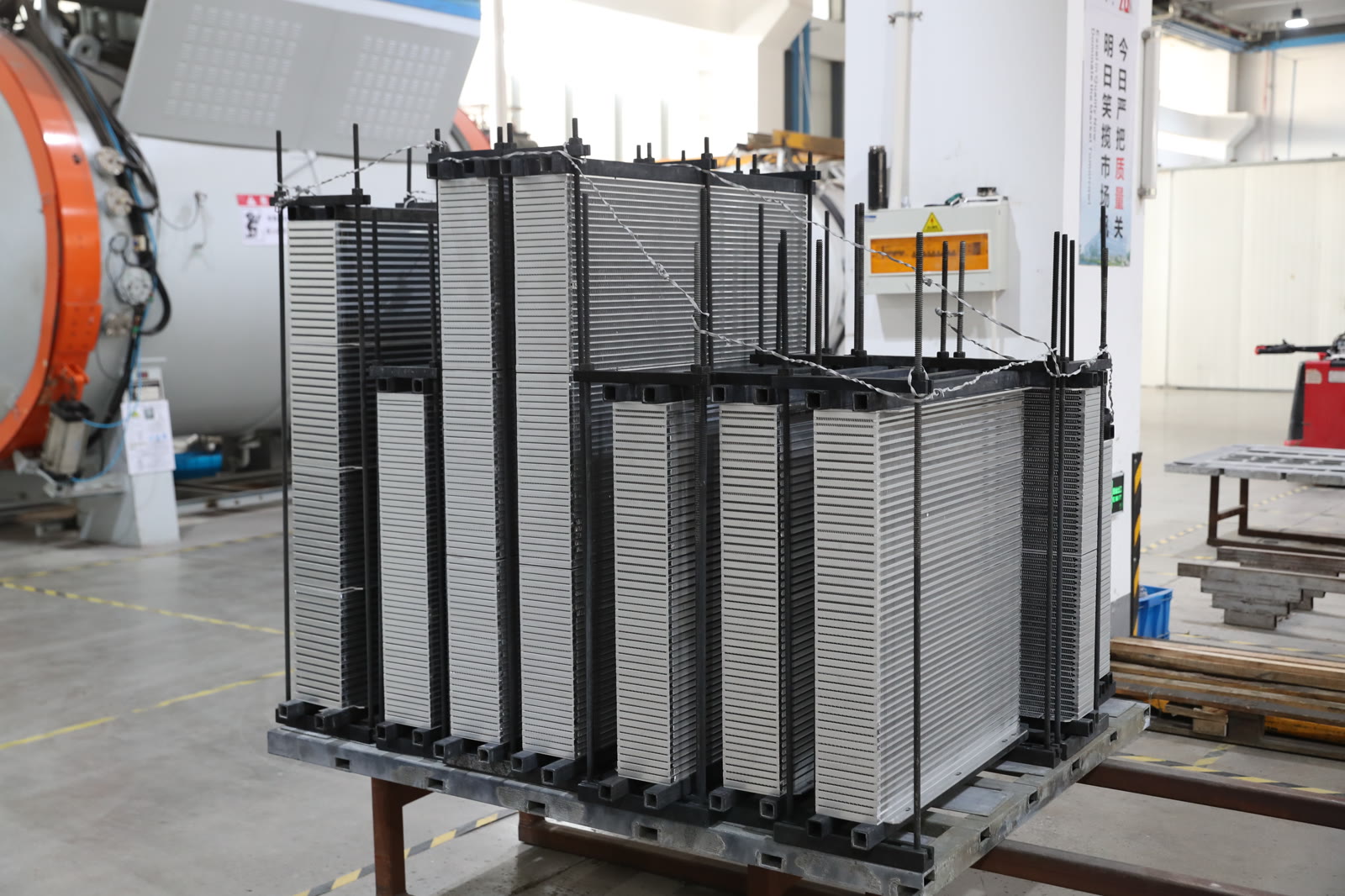
Empilage du faisceau
Barres, plaques, inserts et ailettes sont empilés dans des gabarits selon l'ordre de couches imposé par le dessin thermique — l'instant où l'architecture du refroidisseur devient un bloc physique prêt pour le four.
- • Ordre d'empilage contrôlé par gabarit
- • Vérification de propreté avant brasage
- • Nombre de couches et orientation enregistrés par faisceau
Brasage sous vide (VF)
Les faisceaux sont brasés sous vide sans flux, ce qui produit des joints propres adaptés aux circuits hydrauliques propres, lubrification et air haute pression où les résidus de flux sont inacceptables.
- • Joints sans flux, sans contamination
- • Enregistrement de processus à chaque cycle
- • Traçabilité par lot jusqu'à l'assemblage final

Soudage, contrôle & peinture
Les faisceaux brasés sont ébavurés et chanfreinés ; les boîtes et raccords sont soudés par des stations TIG/MIG manuelles et robotisées qualifiées ; chaque pièce subit un test d'étanchéité et de pression avant peinture poudre.
- • Soudage robotisé et manuel qualifié par classe de joint
- • Test d'étanchéité & pression 100 % — pas d'échantillonnage par lot
- • Peinture poudre dans la teinte et la classe spécifiées par le client
Fabrication des faisceaux tubes-ailettes
Les faisceaux tubes-ailettes offrent un poids plus faible et une perte de charge côté air réduite — bien adaptés aux radiateurs moteur et à de nombreux refroidisseurs d'air pression moyenne, où la consommation des ventilateurs, le poids d'encombrement et la réactivité thermique sont déterminants.
Formage / estampage / laminage des ailettes → Assemblage du faisceau → Fluxage & brasage CAB → Soudage de la boîte ou sertissage → Test d'étanchéité 100 % → Peinture poudre
Formage, estampage & laminage des ailettes
La géométrie des ailettes côté air — persiennes, pas, épaisseur — est formée sur des lignes dédiées afin que la performance thermique et la perte de charge atteignent le point de conception, et non un standard générique.
- • Ailettes à persiennes, plates et décalées
- • Mesure dimensionnelle en ligne
- • Densité d'ailettes personnalisée par programme

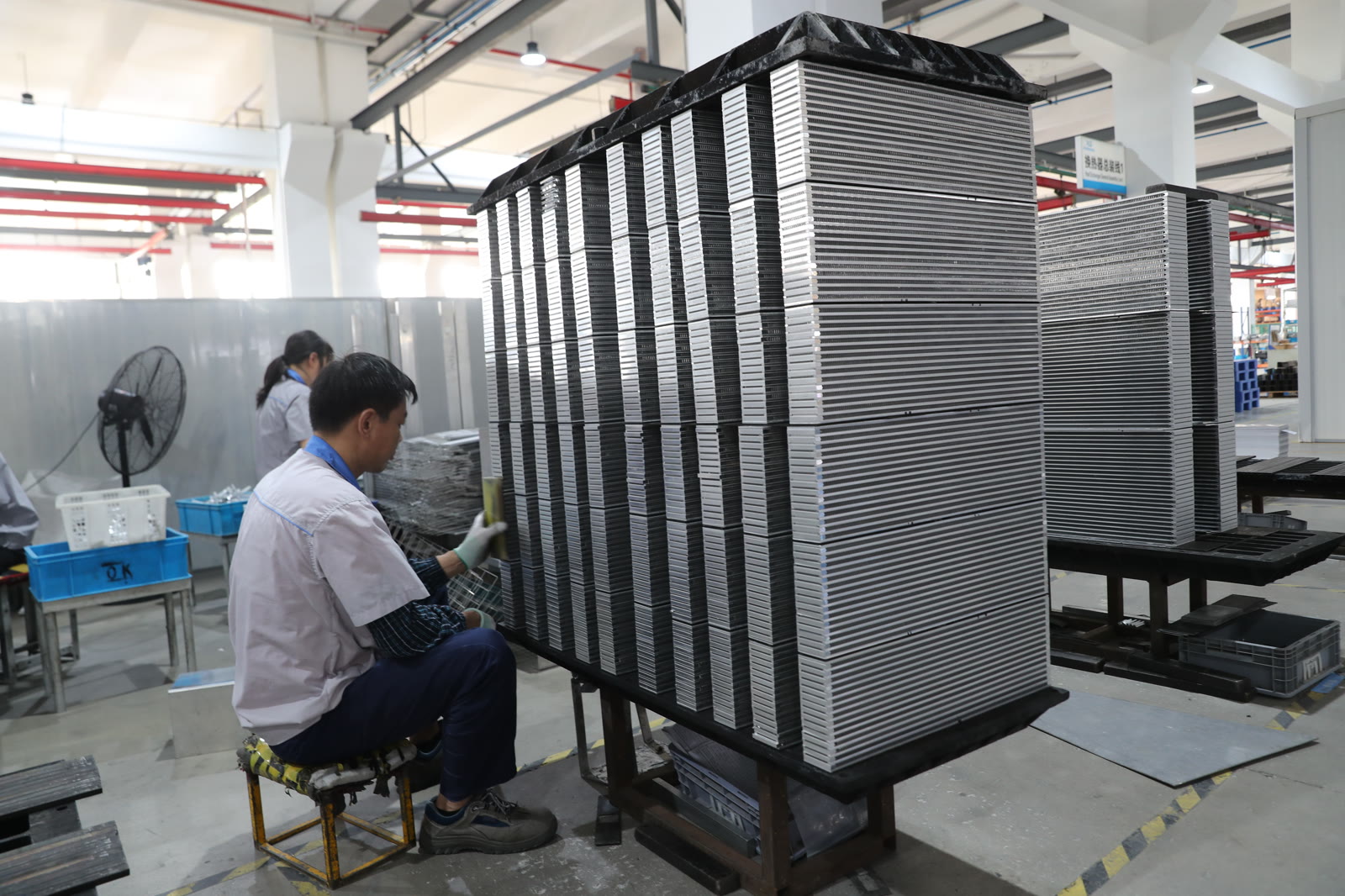
Assemblage du faisceau
Les tubes, plaques de collecteur et ailettes sont assemblés en bloc-faisceau avant brasage, l'alignement des tubes étant contrôlé pour préserver la qualité de la liaison tube-collecteur dont dépend la fiabilité en service.
- • Alignement des tubes contrôlé par faisceau
- • Couplage de la plaque de collecteur vérifié avant brasage
- • Contrôle visuel et de propreté avant brasage
Nettoyage, brasage CAB & contrôle
Les faisceaux nettoyés sont enrobés de flux et brasés sous atmosphère azote contrôlée — la voie standard de l'industrie pour les faisceaux aluminium grande série de radiateurs et de refroidisseurs d'air. Suivent le raccordement de la boîte (soudée ou sertie) et le test d'étanchéité 100 %.
- • Nettoyage ultrasons des pièces entrantes
- • Brasage CAB en tunnel continu
- • Boîte soudée ou sertie selon la classe de pression
- • Test d'étanchéité sous pression sur chaque faisceau

Tôlerie & finition de surface
Cadres, carénages, protections, supports et boîtiers sont fabriqués en interne. La tôlerie sous le même toit est ce qui nous permet de livrer un module de refroidissement complet, et non simplement un faisceau brasé.
Découpe laser → Pliage → Soudage → Grenaillage → Peinture poudre

De la tôle au composant peint
Les flans découpés au laser deviennent des cadres et carénages pliés, soudés et peints poudre — la métallerie structurelle qui transforme un faisceau brasé en module de refroidissement complet.
- • Découpe laser pour flans à dimensions nettes
- • Pliage à la presse plieuse pour cadres et panneaux
- • Soudage TIG/MIG des sous-ensembles
- • Grenaillage et peinture poudre, accordés à la teinte du refroidisseur
Assemblage de modules de refroidissement
Faisceaux des lignes 01 et 02, tôlerie de la ligne 03, plus moteurs, ventilateurs, durites, capteurs et fixations sont intégrés en un module de refroidissement complet — radiateur + refroidisseur d'air + refroidisseur d'huile + ventilateur + carénage + cadre dans un ensemble unique livré. Un fournisseur, un dossier qualité, une expédition.
Préparation faisceaux & visserie → Assemblage & alignement du module → Test d'étanchéité au niveau module → Sérialisation → Emballage export
Modules de refroidissement intégrés, prêts à expédier
Chaque module est construit à partir de faisceaux individuellement testés et sérialisés, de visserie préparée et de cadres peints poudre — puis testé à nouveau au niveau module avant sérialisation et emballage maritime, routier ou ferroviaire.
- • Chaque faisceau arrive à l'assemblage déjà sérialisé
- • Montage à couple contrôlé et alignement selon plan
- • Test d'étanchéité final sur le module intégré, pas seulement sur les faisceaux
- • Étiquette série reliant module → faisceau → lot de brasage
- • Emballage qualité export pour expédition mondiale

Un seul système qualité pour les quatre lignes
Contrôle des matières entrantes, maîtrise du brasage, soudage qualifié, test d'étanchéité 100 %, contrôles de propreté et enregistrements sérialisés — les mêmes points de contrôle s'appliquent qu'il s'agisse d'un seul refroidisseur d'huile barres-plaques ou d'un module de refroidissement entièrement intégré.
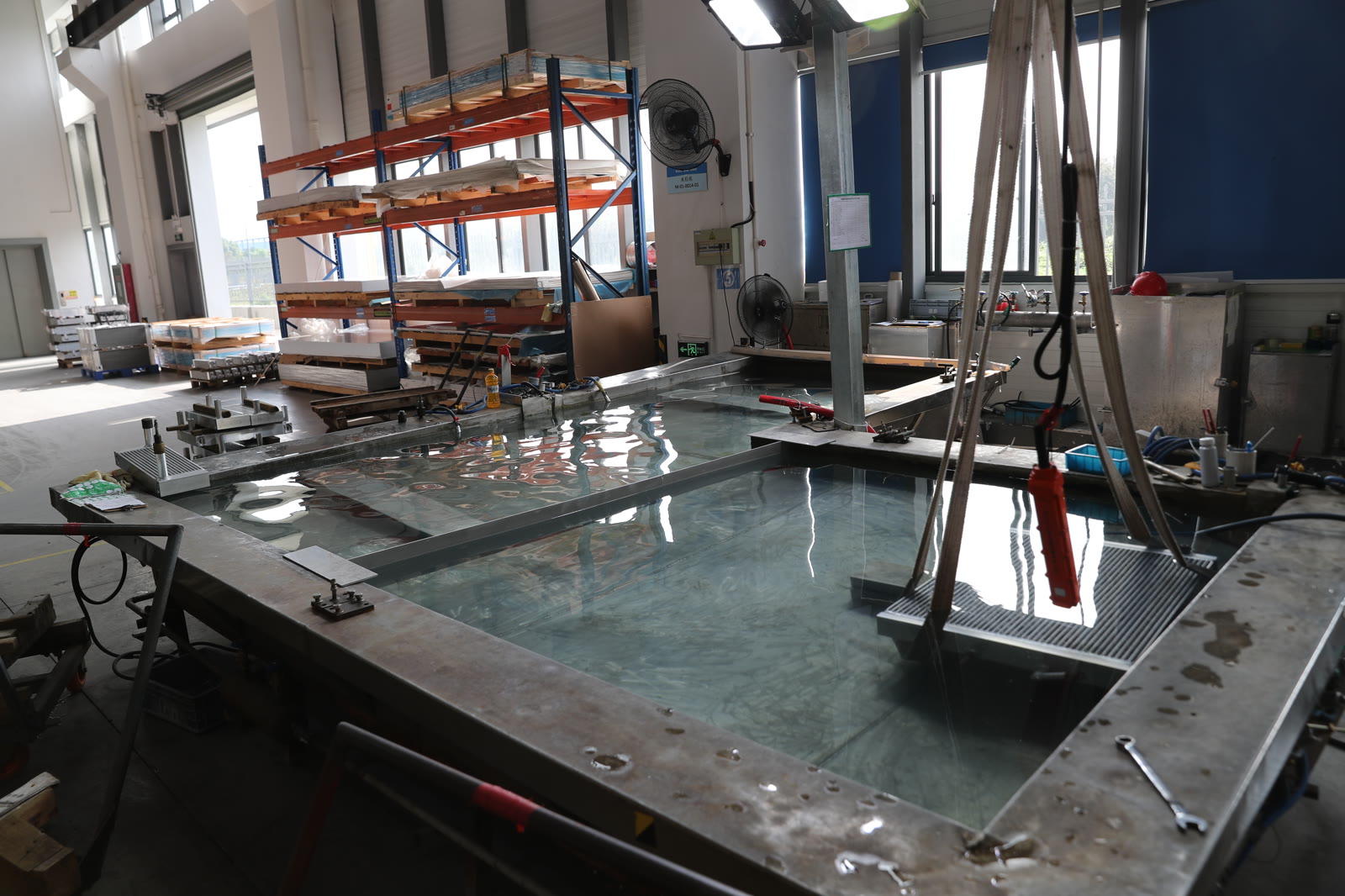
Test d'étanchéité & pression 100 %
Chaque faisceau est testé sous pression avant de quitter la ligne. Les modules sont retestés au niveau de l'assemblage intégré. Pas d'échantillonnage par lot sur ce point de contrôle.

Standards de poste & traçabilité
Chaque poste affiche modes opératoires, enregistrements de contrôle et alertes qualité. Les numéros de série relient le module au lot de brasage et à l'opérateur — le dossier que les auditeurs OEM ouvrent réellement.
Programmer une visite d'usine
Les clients OEM et partenaires d'ingénierie sont invités à parcourir les quatre lignes en personne et à consulter la documentation associée. Des dossiers QA prêts pour audit sont disponibles sur demande.