
生产工艺
四条生产主线,一套统一的质量体系
我们在同一厂区内并行运行四条主线:板翅芯体、管带芯体、钣金加工和冷却模组装配。 统一的工程、钎焊、焊接和 100% 测漏纪律贯穿四条线 —— 一个完整的冷却模组由一家供应商交付,附带一份可追溯的质量档案。
真空钎焊与 CAB 钎焊、机器人与人工焊接、自有钣金车间和模组集成线, 意味着每个项目可以在打样的同一条线上转入量产 —— 不存在样件通过、量产漂移的接口风险。

板翅 · 管带 · 钣金 · 模组
完整的冷却模组以四条主线整合后的成品形式交付 —— 而非由客户在现场组装来自不同供应商的零件。




板翅芯体生产
板翅芯体面向高压、高振动和严苛工况 —— 重载散热器、液压与润滑油冷器、高增压中冷器。整体钎焊为单一块体,无管对头集流薄弱接头。
翅片与扰流板成型 → 超声清洗 → 芯体堆叠 → 真空钎焊 (VF) → 倒角 → 水室/集流焊接 → 100% 测漏与耐压 → 粉末喷涂
翅片与扰流板成型
内部扰流板与外部空气侧翅片在自有产线上成型,使整块钎焊体的几何尺寸保持一致 —— 这是热性能可重复的基础。
- • 客户专属翅片高度、节距与百叶窗角度
- • 模具自有,现场维护
- • 翅片几何在线检测

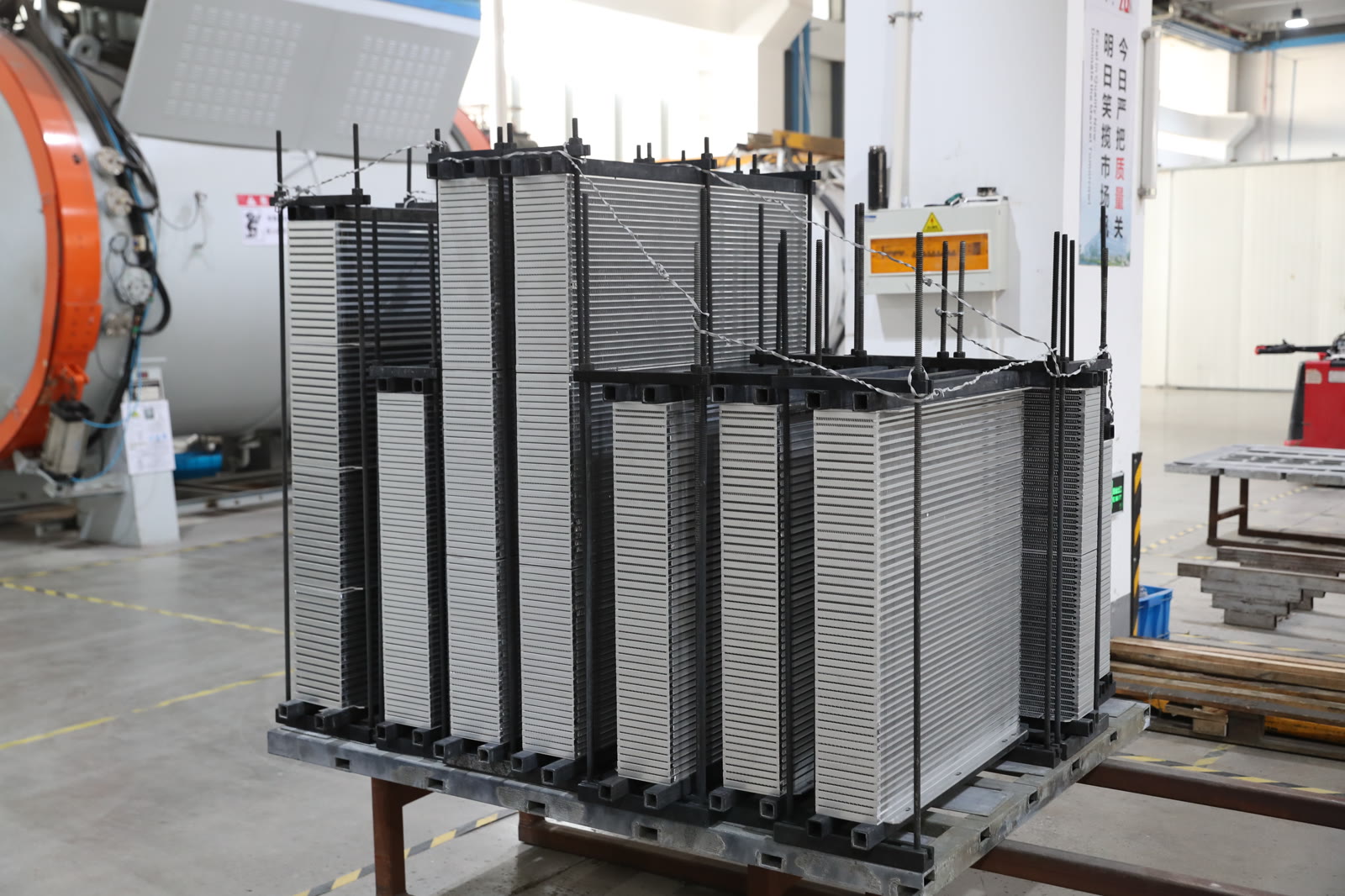
芯体堆叠
封条、隔板、扰流板和翅片按热设计要求的层序在夹具中堆叠 —— 此刻冷却器的架构变成了准备入炉的物理块体。
- • 夹具控制堆叠顺序
- • 钎焊前清洁度复核
- • 每个芯体记录层数与方向
真空钎焊 (VF)
在真空环境下无钎剂钎焊,钎焊接头洁净 —— 适合不允许钎剂残留的清洁液压、润滑和高压气路。
- • 无钎剂、无污染接头
- • 逐炉次工艺记录
- • 批次追溯延伸至总装

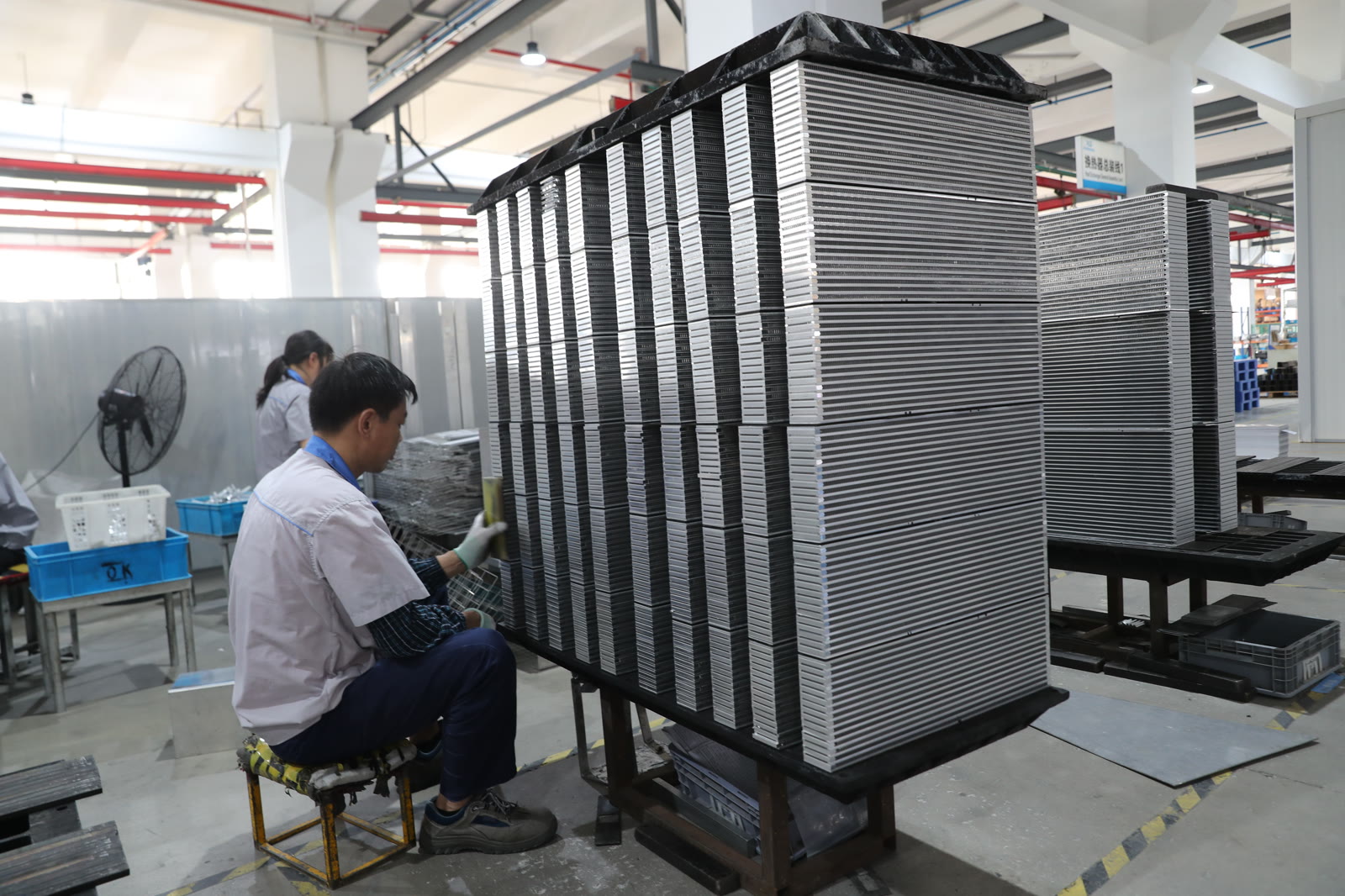
焊接、测漏与喷涂
钎焊后的芯体经倒角去毛刺,由认证的人工 TIG/MIG 与机器人焊接工位完成水室与接头焊接,每件均经测漏与耐压测试后再进入粉末喷涂。
- • 机器人与人工焊接按接头等级分类认证
- • 100% 测漏与耐压测试 —— 无批次抽检
- • 客户指定颜色与等级的粉末喷涂
管带芯体生产
管带芯体在重量与空气侧阻力上更具优势 —— 适用于发动机散热器和大量中等压力中冷器场景,对风机功耗、整机重量和热响应更敏感的项目优先考虑。
翅片成型 / 冲压 / 滚轧 → 芯体装配 → 涂覆钎剂与 CAB 钎焊 → 水室焊接或卷边 → 100% 测漏 → 粉末喷涂
翅片成型 · 冲压 · 滚轧
空气侧翅片几何 —— 百叶窗形式、节距、厚度 —— 在专用产线上成型,使热性能与空气侧阻力命中设计点,而非沿用通用规格。
- • 百叶窗式、平直式、错列式翅片
- • 在线尺寸检测
- • 项目级翅片密度定制

芯体装配
管、集流板与翅片在钎焊前装配为芯体块体,管对位精度直接关系到管对集流接头的质量 —— 这是产品在田间长期可靠的关键。
- • 每件芯体管对位受控
- • 钎焊前集流板配合验证
- • 钎焊前外观与清洁度检验
清洗、CAB 钎焊与测试
清洗后的芯体涂覆钎剂,在受控氮气气氛下钎焊 —— 这是大批量铝制散热器与中冷器芯体的行业主流路线。随后进入水室焊接或卷边、100% 测漏。
- • 来料超声清洗
- • 连续式 CAB 隧道炉钎焊
- • 按耐压等级选择水室焊接或卷边
- • 每件芯体 100% 加压测漏

钣金加工与表面处理
框架、挡风罩、防护罩、支架与外壳均在自有车间加工。同厂区的钣金能力,是我们能够交付完整冷却模组而非仅仅交付芯体的前提。
激光切割 → 折弯 → 焊接 → 抛丸 → 粉末喷涂

从钢板到成品涂装件
激光切割的下料件经过折弯、焊接和粉末喷涂,成为承载芯体的框架和挡风罩 —— 这是把钎焊后的芯体变成完整冷却模组的关键结构件。
- • 激光切割保证净尺寸下料
- • 数控折弯加工框架与面板
- • TIG/MIG 焊接结构总成
- • 抛丸 + 粉末喷涂,与冷却器统一颜色
冷却模组装配
主线 01 与 02 的芯体、主线 03 的钣金件,再加上电机、风扇、软管、传感器和紧固件,集成为完整的冷却模组 —— 散热器 + 中冷器 + 油冷器 + 风扇 + 挡风罩 + 框架,一次交付。一家供应商,一份质量记录,一个货柜。
芯体与零件配料 → 模组装配与对位 → 模组级测漏 → 序列化打标 → 出口级包装
完整冷却模组直接出货
每个模组由经测漏并序列化的芯体、配料后的紧固件、喷涂完成的框架组成 —— 模组级再测漏后序列化打标,按海运、陆运或铁路要求打包。
- • 进入装配的芯体已序列化
- • 按图扭矩控制与对位
- • 模组级最终测漏 —— 不仅仅测单个芯体
- • 序列号关联模组 → 芯体 → 钎焊批次
- • 出口级包装,覆盖全球货运

同一套质量体系贯穿四条主线
来料管控、钎焊过程控制、焊接工艺认证、100% 测漏、清洁度控制和序列化记录 —— 无论是单件板翅油冷器还是整套冷却模组,都使用同一套关卡。
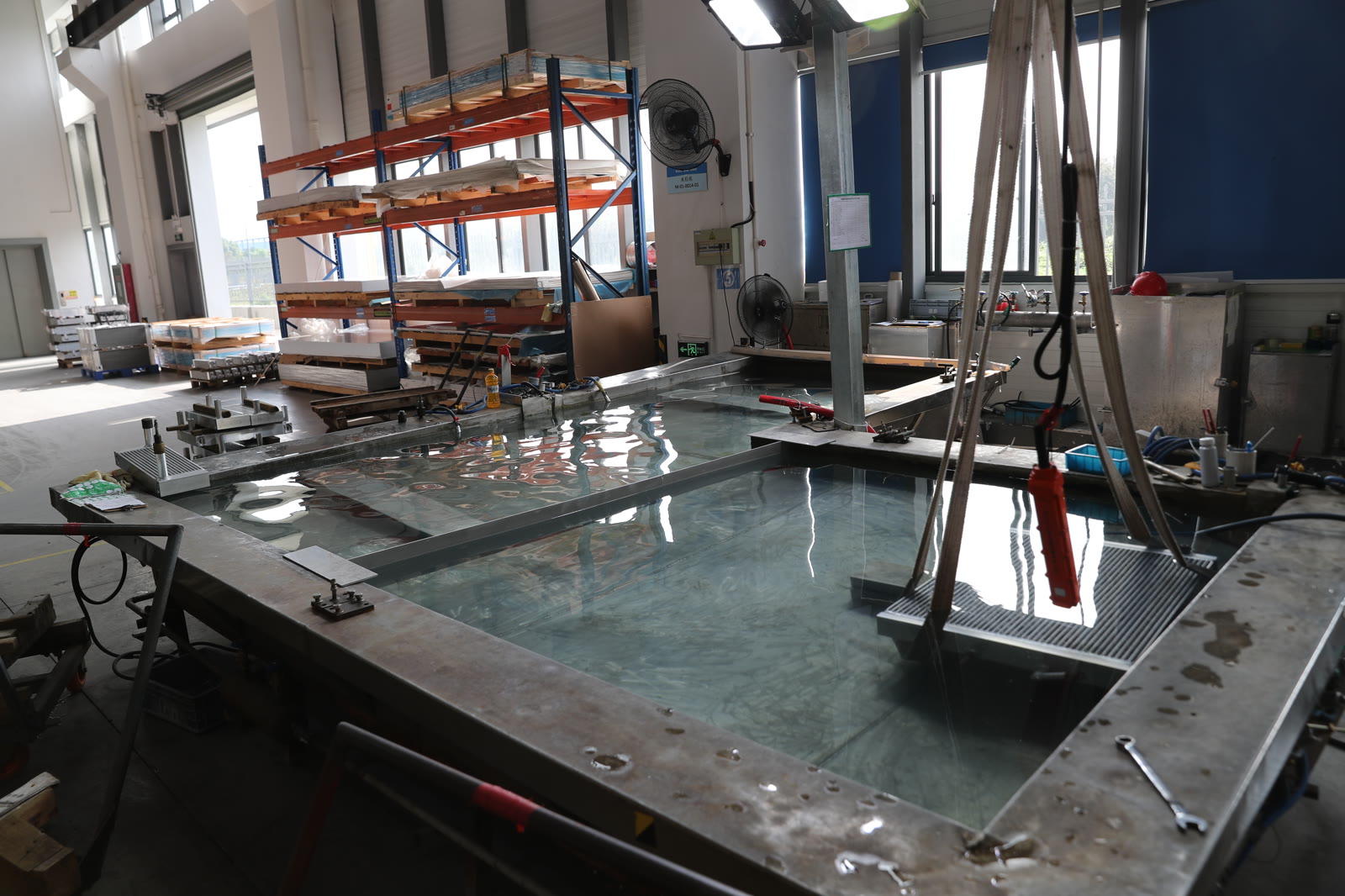
100% 测漏与耐压
每个芯体在加压条件下逐件测试。模组在装配级再次复测。该关卡不做批次抽检。

岗位标准作业与追溯
每个工位配备 SOP、检验记录与质量警示。序列号将模组关联回钎焊批次与作业人 —— 这是 OEM 审厂时实际打开的文件包。