
Fertigungsprozess
Vier Fertigungslinien, ein Qualitätssystem
Wir betreiben vier parallele Fertigungslinien unter einem Dach: Bar-and-Plate-Kerne, Rohr-Lamellen-Kerne, Blechfertigung und Kühlmodulmontage. Dieselben Engineering-, Löt-, Schweiß- und 100 %-Dichtheitsprüfungs-Standards gelten für alle vier Linien — ein komplettes Kühlmodul wird von einem einzigen Lieferanten mit einer zusammenhängenden Qualitätsdokumentation geliefert.
Vakuum- und CAB-Löten, Roboter- und Handschweißen, eigene Blechfertigung und Modulintegration ermöglichen es uns, ein Programm vom Prototyp bis zur Serienfertigung auf denselben Linien zu führen, auf denen das Muster gefertigt wurde.

Bar-and-Plate · Rohr-Lamelle · Blech · Module
Jedes Kühlmodul wird als integriertes Ergebnis dieser vier parallelen Linien geliefert — nicht als getrennt eingekaufte Einzelteile, die beim Kunden montiert werden müssen.

Bar-and-Plate-Kerne
Im Vakuum gelötete Hochdruck- und vibrationsfeste Kerne. Schwerlastkühler, Ölkühler, Hochdruck-Ladeluftkühler.

Rohr-Lamellen-Kerne
Leichte Kerne mit geringerem luftseitigen Druckverlust, gelötet unter Schutzgas (CAB). Motorkühler, Mitteldruck-Ladeluftkühler.

Blechfertigung
Hauseigenes Laserschneiden, Biegen, Schweißen und Pulverbeschichten für Rahmen, Lüftermäntel, Schutzgitter und Paneele.

Kühlmodulmontage
Kühler + Ladeluftkühler + Ölkühler + Lüfter + Lüftermantel + Rahmen integriert in einer einzigen Liefereinheit.
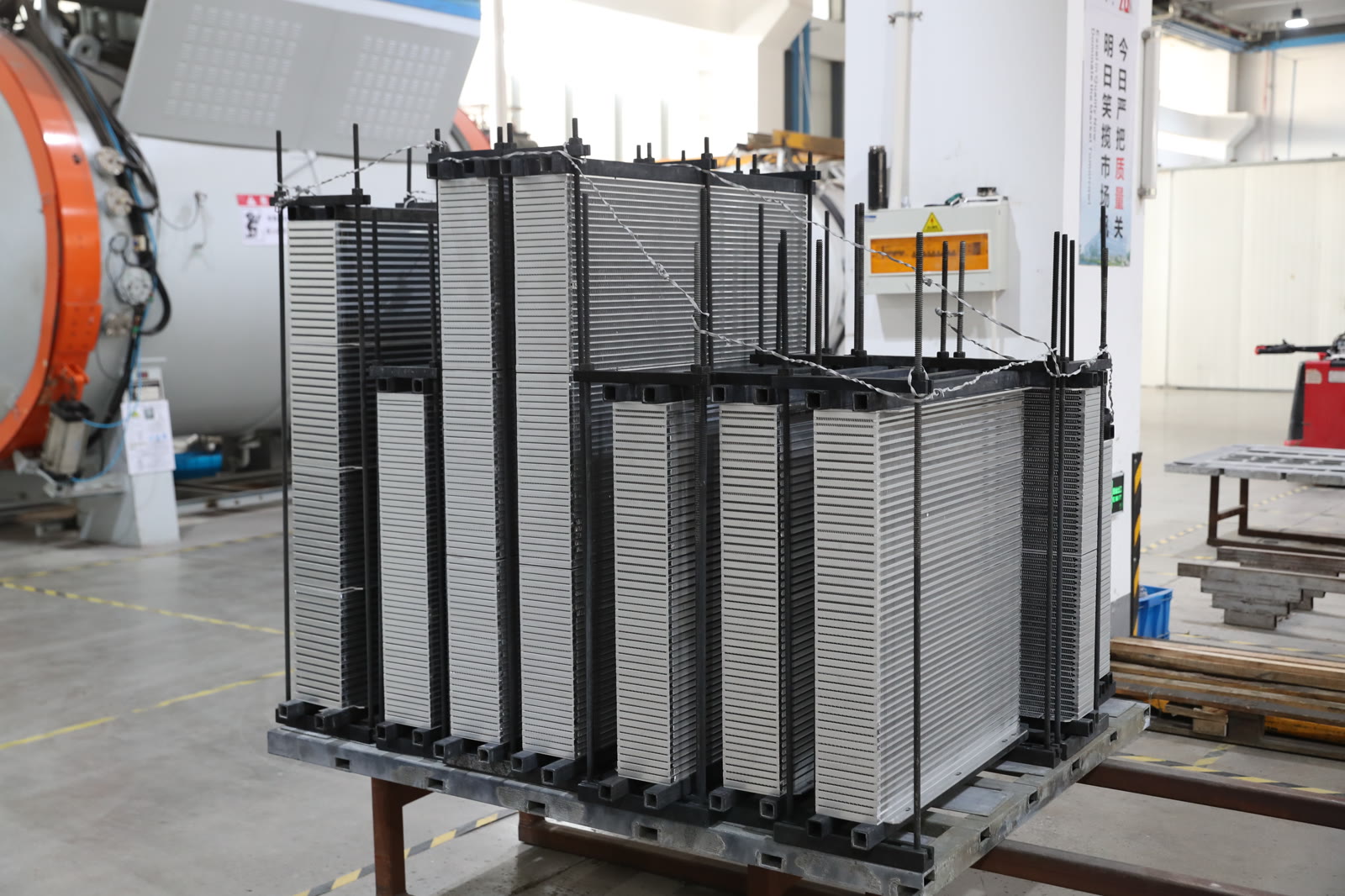
Fertigung von Bar-and-Plate-Kernen
Bar-and-Plate-Kerne sind für hohe Drücke, hohe Vibration und schwere Einsatzbedingungen ausgelegt — Schwerlast-Motorkühler, Hydraulik- und Schmierölkühler sowie Hochdruck-Ladeluftkühler. Der gesamte Kern wird in einem Block gelötet, ohne mechanische Rohr-Sammler-Verbindungen.
Inserts & Luftlamellenformung → Ultraschallreinigung → Kernaufbau → Vakuumlöten (VF) → Entgraten → Tank/Sammlerverschweißen → 100 % Dichtheits- & Druckprüfung → Pulverbeschichtung
Lamellen- & Insert-Formung
Innere Turbulator-Inserts und äußere luftseitige Lamellen werden im Haus geformt, sodass die Geometrie über den gesamten Lötblock konsistent bleibt — die Grundlage reproduzierbarer thermischer Leistung.
- • Kundenspezifische Lamellenteilung, -höhe und Jalousie
- • Werkzeuge im Eigentum und vor Ort gewartet
- • Inline-Prüfung der Lamellengeometrie

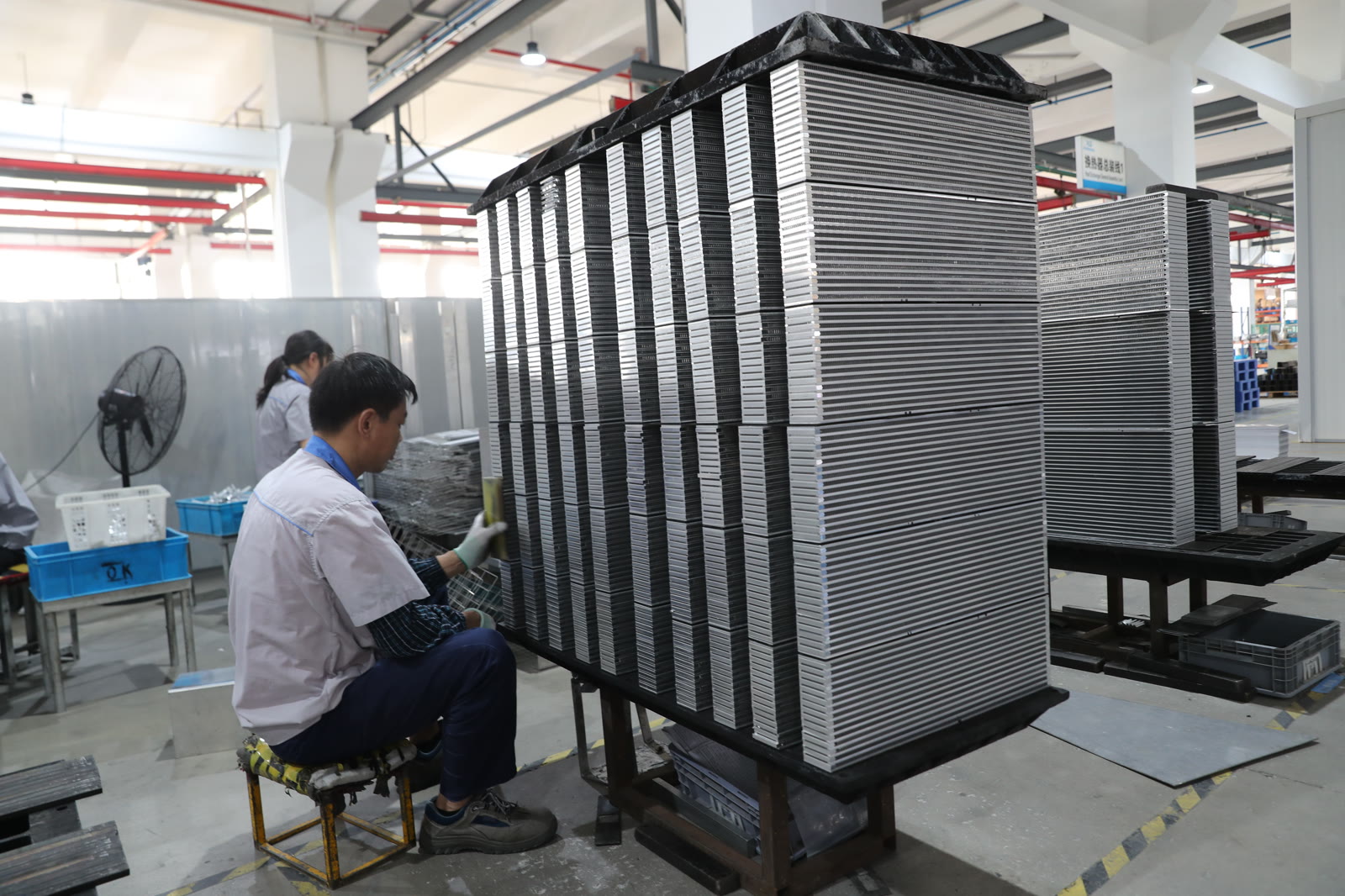
Kernaufbau
Stege, Platten, Inserts und Lamellen werden in Vorrichtungen in der vom thermischen Design vorgegebenen Lagenfolge gestapelt — der Moment, in dem die Kühlerarchitektur zum physischen Block wird.
- • Vorrichtungsgesteuerte Stapelreihenfolge
- • Sauberkeitsprüfung vor dem Löten
- • Lagenanzahl und Orientierung pro Kern dokumentiert
Vakuumlöten (VF)
Kerne werden im Vakuum ohne Flussmittel gelötet, was saubere Verbindungen für reine Hydraulik-, Schmier- und Hochdruck-Luftkreisläufe ergibt, in denen Flussmittelrückstände inakzeptabel sind.
- • Flussmittelfreie, kontaminationsfreie Verbindungen
- • Prozessaufzeichnung pro Lötzyklus
- • Chargenverfolgung bis zur Endmontage

Schweißen, Prüfung & Beschichtung
Gelötete Kerne werden entgratet und gefast; Tanks und Anschlüsse werden durch qualifizierte Hand-WIG/MAG- und Roboterstationen verschweißt; jede Einheit wird vor der Pulverbeschichtung dichtheits- und druckgeprüft.
- • Roboter- und Handschweißen je Nahtklasse qualifiziert
- • 100 % Dichtheits- und Druckprüfung — keine Stichprobenprüfung
- • Pulverbeschichtung in kundenspezifischer Farbe und Klasse
Fertigung von Rohr-Lamellen-Kernen
Rohr-Lamellen-Kerne bringen geringeres Gewicht und niedrigeren luftseitigen Druckverlust — sehr gut geeignet für Motorkühler und viele Mitteldruck-Ladeluftkühler, bei denen Lüfterleistung, Bauraumgewicht und thermische Reaktionszeit zählen.
Lamellenformung / Stanzen / Rollen → Kernmontage → Flussmittelauftrag & CAB-Löten → Tankverschweißung oder Bördelung → 100 % Dichtheitsprüfung → Pulverbeschichtung
Lamellenformung, Stanzen & Rollen
Die luftseitige Lamellengeometrie — Jalousiemuster, Teilung, Dicke — wird auf dedizierten Linien geformt, damit Wärmeleistung und luftseitiger Druckverlust den Auslegungspunkt treffen, statt eine Standard-Lamelle zu nutzen.
- • Jalousie-, Glatt- und Offset-Lamellen
- • Inline-Maßmessung
- • Programmspezifische Lamellendichte

Kernmontage
Rohre, Sammlerplatten und Lamellen werden vor dem Löten zum Kernblock zusammengesetzt; die Rohrausrichtung wird kontrolliert, um die Qualität der Rohr-Sammler-Verbindung zu schützen — die Verbindung, von der die Feldzuverlässigkeit letztlich abhängt.
- • Kontrollierte Rohrausrichtung pro Kern
- • Sammlerplattenpassung vor dem Löten verifiziert
- • Sicht- & Sauberkeitsprüfung vor dem Löten
Reinigung, CAB-Löten & Prüfung
Gereinigte Kerne werden mit Flussmittel beschichtet und unter kontrollierter Stickstoffatmosphäre gelötet — der Industriestandard für Großserien-Aluminium-Kühler- und Ladeluftkühlerkerne. Tankverbindung (geschweißt oder gebördelt) und 100 % Dichtheitsprüfung folgen.
- • Ultraschallreinigung der Eingangsteile
- • Kontinuierliches CAB-Tunnel-Löten
- • Tank geschweißt oder gebördelt je nach Druckklasse
- • Druckbeaufschlagte Dichtheitsprüfung an jedem Kern

Blechfertigung & Oberflächenveredelung
Rahmen, Lüftermäntel, Schutzgitter, Konsolen und Gehäuse werden im Haus gefertigt. Die hauseigene Blechfertigung ist die Voraussetzung dafür, dass wir ein komplettes Kühlmodul liefern können und nicht nur einen gelöteten Kern.
Laserschneiden → Biegen → Schweißen → Kugelstrahlen → Pulverbeschichtung

Vom Blech zum pulverbeschichteten Bauteil
Lasergeschnittene Zuschnitte werden zu gebogenen, geschweißten und pulverbeschichteten Rahmen und Lüftermänteln — das Strukturmetall, das aus einem gelöteten Kern ein komplettes Kühlmodul macht.
- • Laserschneiden für endkonturnahe Zuschnitte
- • Gesenkbiegen von Rahmen und Paneelen
- • WIG/MAG-Schweißen von Unterbaugruppen
- • Kugelstrahlen und Pulverbeschichten, farblich auf den Kühler abgestimmt
Kühlmodulmontage
Kerne aus den Linien 01 und 02, Blechteile aus Linie 03, sowie Motoren, Lüfter, Schläuche, Sensoren und Verbindungselemente werden zu einem kompletten Kühlmodul integriert — Kühler + Ladeluftkühler + Ölkühler + Lüfter + Lüftermantel + Rahmen in einer einzigen Lieferung. Ein Lieferant, eine Qualitätsdokumentation, eine Lieferung.
Kühler- & Hardware-Kommissionierung → Modulmontage & Ausrichtung → Modul-Dichtheitsprüfung → Serialisierung → Exporttaugliche Verpackung
Integrierte Kühlmodule, versandfertig
Jedes Modul wird aus einzeln dichtheitsgeprüften und serialisierten Kernen, kommissionierter Hardware und pulverbeschichteten Rahmen aufgebaut — und vor Serialisierung und Verpackung erneut auf Modulebene geprüft. Geeignet für See-, Land- oder Bahnversand.
- • Jeder Kern erreicht die Modulmontage bereits serialisiert
- • Drehmomentüberwachte Montage und Ausrichtung nach Zeichnung
- • Endprüfung am integrierten Modul, nicht nur an den Kernen
- • Seriennummer verbindet Modul → Kern → Lötcharge
- • Exportverpackung für globalen Versand

Ein Qualitätssystem über alle vier Linien
Wareneingangsprüfung, Lötprozesskontrolle, qualifiziertes Schweißen, 100 % Dichtheitsprüfung, Sauberkeitskontrollen und serialisierte Aufzeichnungen — dieselben Tore gelten, ob ein einzelner Bar-and-Plate-Ölkühler oder ein voll integriertes Kühlmodul.
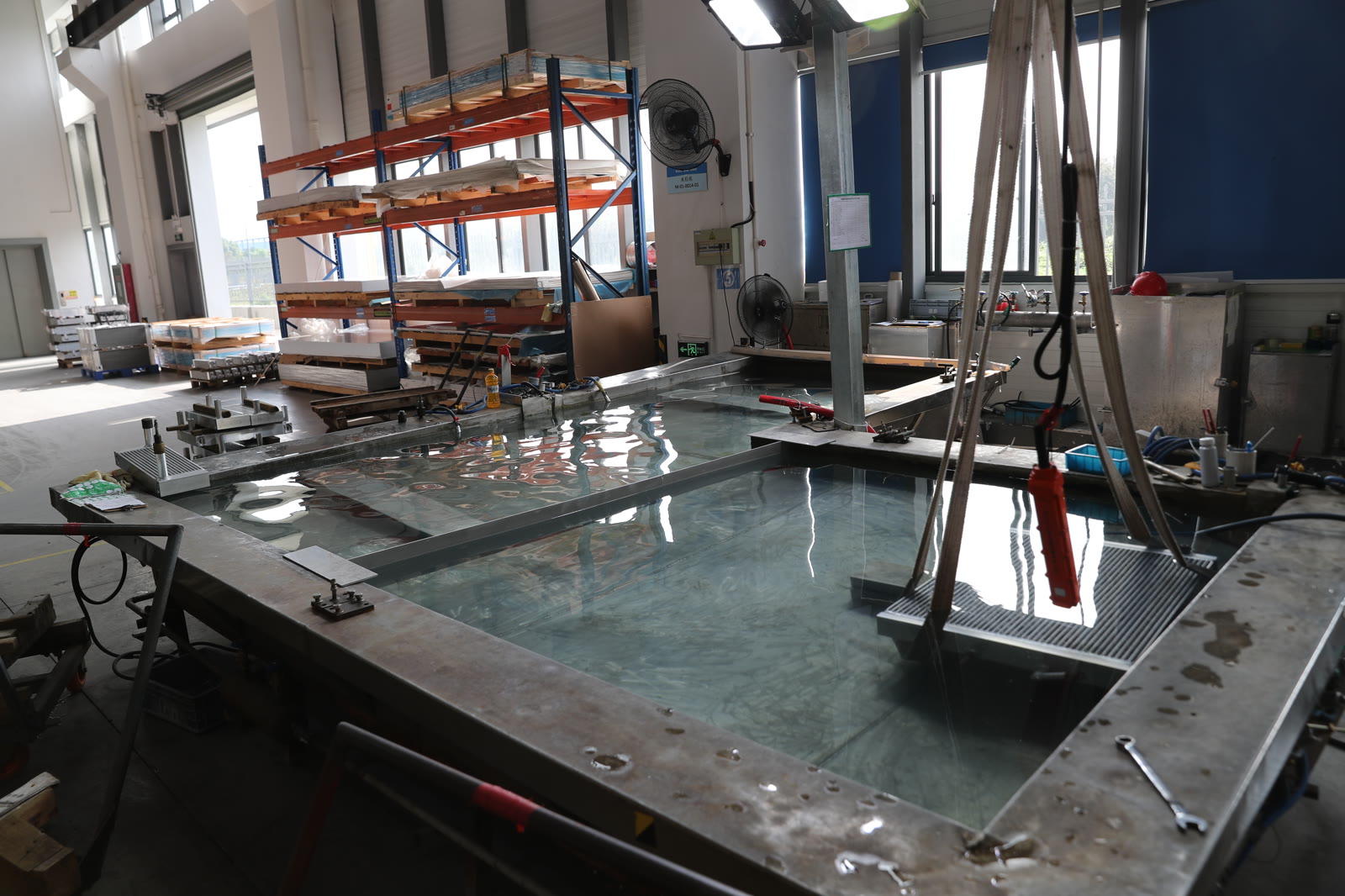
100 % Dichtheits- & Druckprüfung
Jeder Kern wird vor dem Verlassen der Linie unter Druck geprüft. Module werden auf Baugruppenebene erneut geprüft. Auf dieser Stufe gibt es keine Stichprobe.

Standardarbeit & Rückverfolgbarkeit
Jede Station führt SOPs, Prüfaufzeichnungen und Qualitätsmeldungen. Seriennummern verbinden Module zurück zu Lötcharge und Werker — die Dokumentenmappe, die OEM-Auditoren tatsächlich öffnen.
Werksbesuch vereinbaren
OEM-Kunden und Engineering-Partner sind herzlich eingeladen, alle vier Fertigungslinien persönlich zu begehen und die zugehörige Dokumentation einzusehen. Auditfertige QA-Pakete werden auf Anfrage bereitgestellt.