
製造プロセス
4つの生産ライン、1つの統一された品質システム
同一構内で4本の生産ラインを並行運用しています:バー&プレートコア、チューブフィンコア、板金加工、冷却モジュール組立。 設計、ろう付け、溶接、100%リーク試験の同一規律が4ラインすべてに適用され、 完全な冷却モジュールを単一サプライヤーから単一の品質記録とともに出荷します。
真空およびCABろう付け、ロボット・手溶接、自社板金工場、モジュール統合ラインにより、 試作品から量産まで同じラインで進めることが可能です。

バー&プレート · チューブフィン · 板金 · モジュール
完全な冷却モジュールは、4ラインの統合された成果物として出荷されます ── お客様の工場で別々のサプライヤーの部品を組み立てる必要はありません。




バー&プレートコア製造
バー&プレートコアは高圧・高振動・過酷条件向けに設計されます ── 重荷重ラジエーター、油圧・潤滑オイルクーラー、高過給チャージエアクーラー。コア全体が単一ブロックとしてろう付けされ、機械的なチューブ・ヘッダー継手は存在しません。
インサート&エアフィン成形 → 超音波洗浄 → コア組立 → 真空ろう付け (VF) → 面取り → タンク/ヘッダー溶接 → 100%リーク&耐圧試験 → 粉体塗装
フィン&インサート成形
内部タービュレーターと外部空気側フィンを自社で成形し、ろう付けブロック全体の形状を一定に保ちます ── 熱性能の再現性の基礎です。
- • お客様仕様のフィンピッチ、高さ、ルーバー
- • 金型は自社所有・現場メンテナンス
- • フィン形状のインライン検査

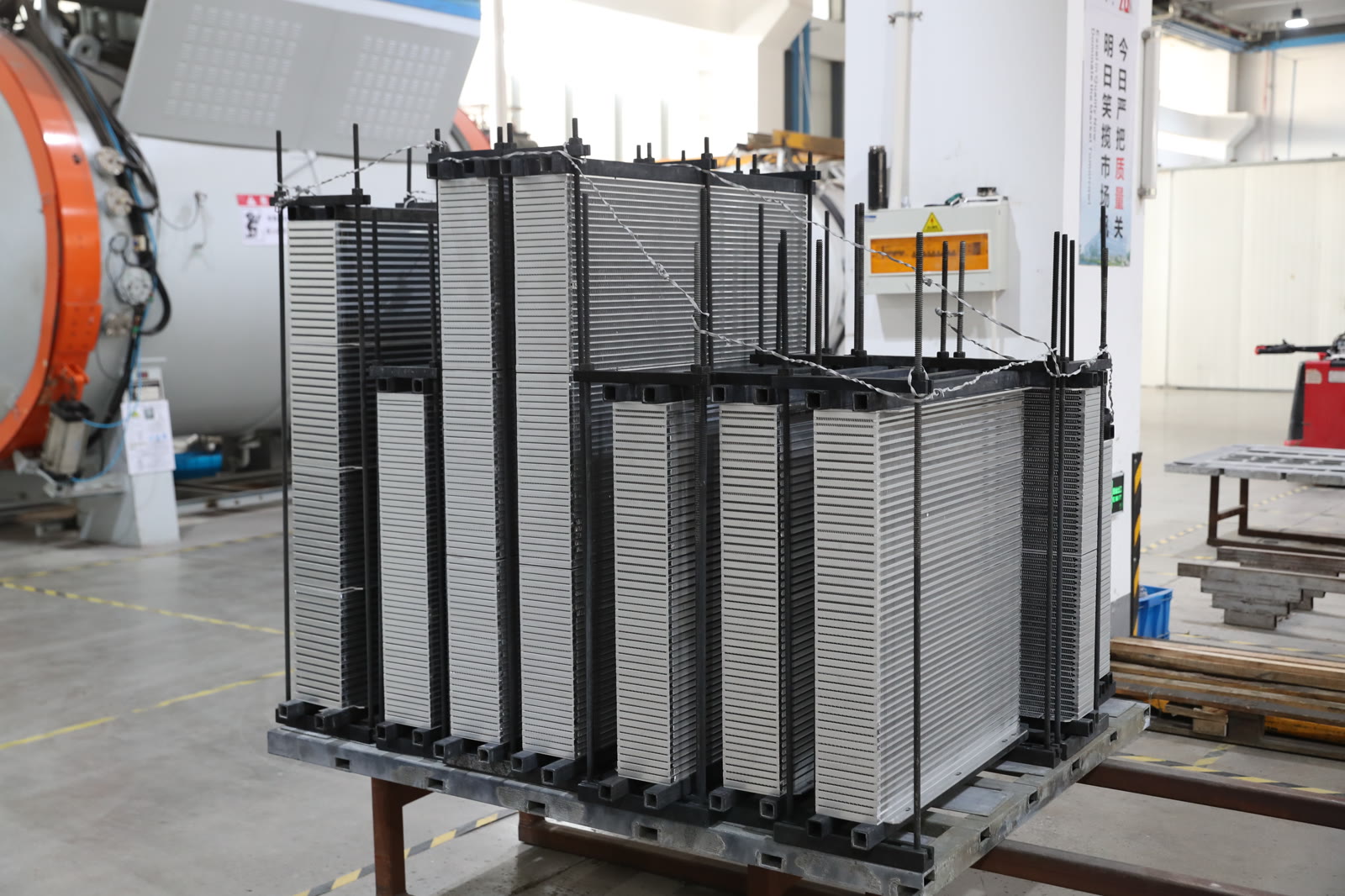
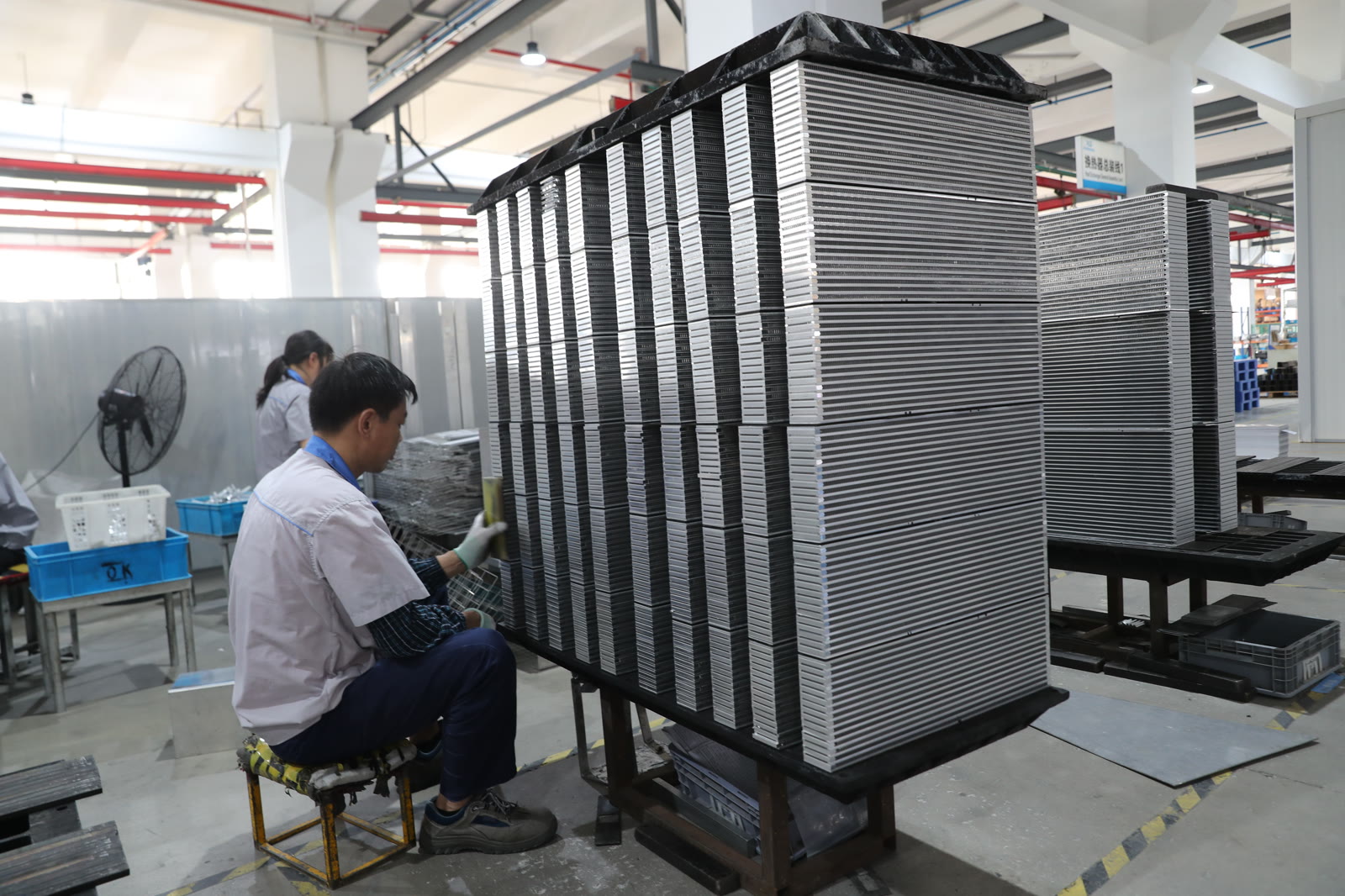
コア組立
バー、プレート、インサート、フィンが熱設計の要求順序で治具に積層されます ── クーラーアーキテクチャが物理ブロックになる瞬間です。
- • 治具による積層順序管理
- • ろう付け前清浄度確認
- • 各コアごとに層数と方向を記録
真空ろう付け (VF)
真空雰囲気下でフラックスを使わずろう付けし、清浄な接合部を実現 ── フラックス残渣が許容されないクリーンな油圧、潤滑、高圧空気回路に最適です。
- • フラックスフリー、汚染のない接合
- • 炉サイクルごとの工程記録
- • 最終組立までのバッチトレーサビリティ

溶接、試験、塗装
ろう付け済みコアはバリ取り・面取り後、認定された手TIG/MIGおよびロボット溶接で接続部が形成され、各ユニットが粉体塗装前にリーク・耐圧試験を受けます。
- • ロボット&手溶接、継手等級ごとに認定
- • 100%リーク&耐圧試験 ── バッチ抜取りなし
- • お客様指定色・等級の粉体塗装
チューブフィンコア製造
チューブフィンコアは軽量化と空気側圧力損失低減を実現し ── ファン消費電力、車両重量、熱応答性が重要なエンジンラジエーターや中圧チャージエアクーラーに適しています。
フィン成形/プレス/圧延 → コア組立 → フラックス塗布&CABろう付け → タンク溶接またはカシメ → 100%リーク試験 → 粉体塗装
フィン成形・プレス・圧延
空気側フィン形状(ルーバーパターン、ピッチ、厚さ)を専用ラインで成形し、熱性能と空気側差圧を設計点に合わせます ── 汎用フィンには頼りません。
- • ルーバー、プレーン、オフセットフィン
- • インライン寸法測定
- • プログラムごとのフィン密度カスタマイズ

コア組立
チューブ、ヘッダープレート、フィンがろう付け前にコアブロックに組み立てられ、現場での信頼性を左右するチューブ・ヘッダー継手を保護するためチューブ位置決めを管理します。
- • 各コアのチューブ位置決め管理
- • ろう付け前ヘッダープレート嵌合確認
- • ろう付け前外観・清浄度検査
洗浄、CABろう付け、試験
洗浄済みコアはフラックス塗布後、窒素制御雰囲気下でろう付けされます ── 大量生産アルミラジエーターとCACコアの業界標準ルートです。続いてタンク接合(溶接またはカシメ)と100%リーク試験を実施します。
- • 受入部品の超音波洗浄
- • 連続式CABトンネルろう付け
- • 耐圧クラスに応じてタンクを溶接またはカシメ
- • 全コアに加圧リーク試験

板金加工と表面処理
フレーム、シュラウド、ガード、ブラケット、ハウジングをすべて自社で加工。同一構内の板金能力こそが、ろう付けコアだけでなく完全な冷却モジュールを納入できる理由です。
レーザー切断 → 曲げ → 溶接 → ショットブラスト → 粉体塗装

鋼板から塗装済み部品まで
レーザー切断ブランクが曲げ、溶接、粉体塗装を経てフレームとシュラウドになります ── ろう付けコアを完全な冷却モジュールに変える構造金属部品です。
- • ニアネットシェイプ用レーザー切断
- • フレーム・パネルのプレスブレーキ曲げ
- • サブアセンブリのTIG/MIG溶接
- • クーラーと色合わせされたショットブラスト・粉体塗装
冷却モジュール組立
ライン01・02のコア、ライン03の板金部品、加えてモーター、ファン、ホース、センサー、ファスナーが完全な冷却モジュール ── ラジエーター + CAC + オイルクーラー + ファン + シュラウド + フレーム ── に統合され、一括納入されます。1サプライヤー、1品質記録、1出荷。
クーラー&ハードウェアキッティング → モジュール組立&位置決め → モジュール最終リーク試験 → シリアル化 → 輸出梱包
統合冷却モジュール、出荷準備完了
各モジュールは個別にリーク試験・シリアル化されたコア、キッティング済み部品、粉体塗装フレームから組み立てられ、シリアル化と梱包の前にモジュールレベルで再試験されます。海運・陸運・鉄道に対応。
- • モジュール組立に到着するコアはすでにシリアル化済み
- • 図面に従ったトルク管理と位置決め
- • コアだけでなく統合モジュールに対する最終リーク試験
- • シリアルラベルがモジュール → コア → ろう付けバッチを連結
- • グローバル出荷向け輸出グレード梱包

4ラインを貫く統一品質システム
受入材料管理、ろう付け工程管理、溶接適格性、100%リーク試験、清浄度管理、シリアル化記録 ── 単品のバー&プレートオイルクーラーでも完全冷却モジュールでも、同じゲートが適用されます。
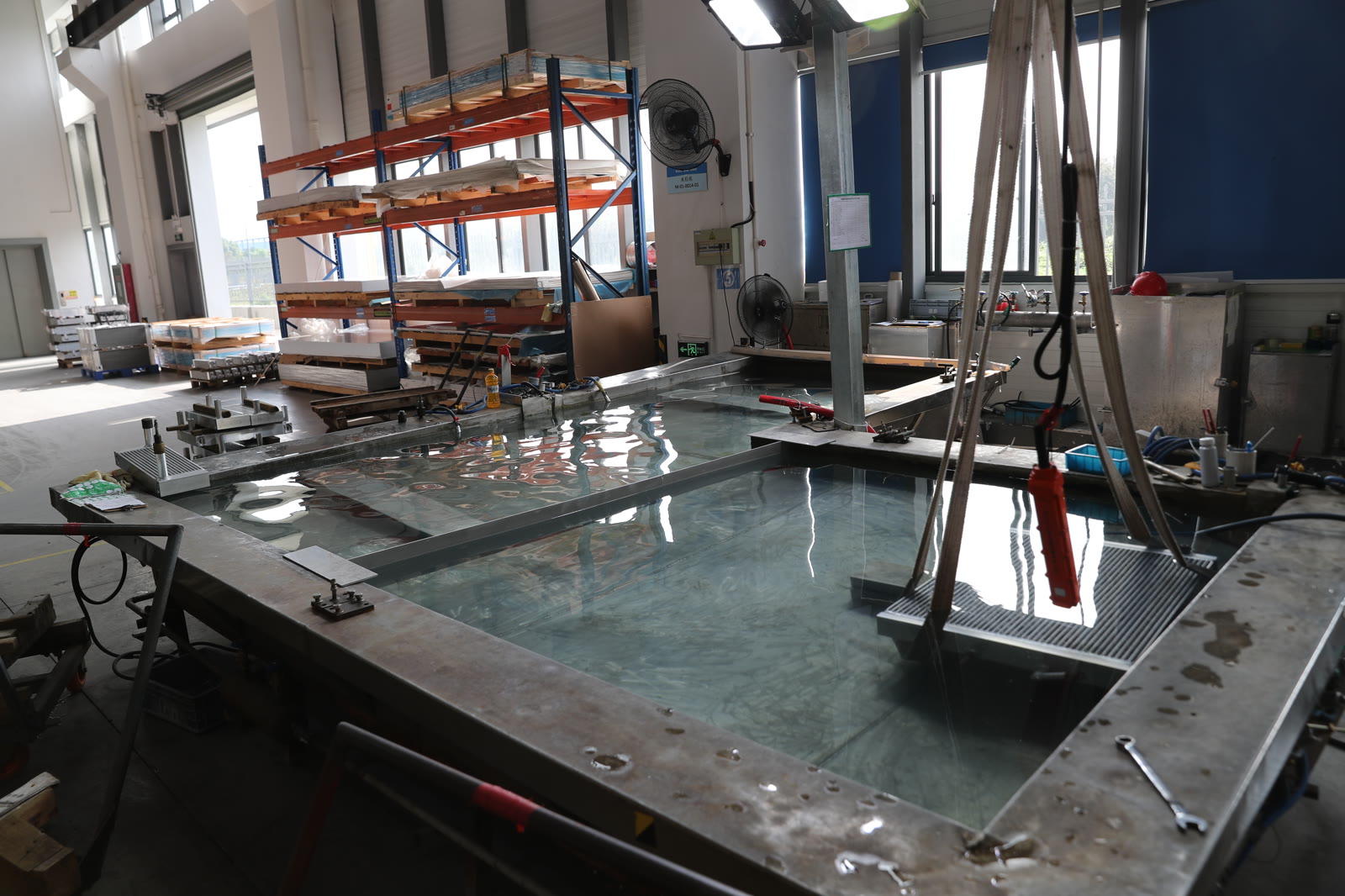
100%リーク&耐圧試験
各コアは出荷前に加圧条件下で試験されます。モジュールは統合組立レベルで再試験。このゲートにバッチ抜取りはありません。

標準作業とトレーサビリティ
各工位にSOP、検査記録、品質警告が掲示されます。シリアル番号がモジュールをろう付けバッチと作業者まで遡及 ── OEM監査時に実際に開かれる文書です。