
Manufacturing Process
Four manufacturing streams, one controlled quality system
We run four parallel manufacturing streams under one roof: bar-plate cores, tube-fin cores, sheet metal fabrication, and cooling module assembly. The same engineering, brazing, welding and 100% leak-test discipline applies across all four — so a complete cooling module ships from a single supplier with a single quality record.
Vacuum and CAB brazing, robot and manual welding, in-house sheet metal fabrication and module integration mean we can take a program from prototype to series production on the same lines that built the sample.

Bar-Plate · Tube-Fin · Sheet Metal · Modules
Each cooling module ships as the integrated output of these four parallel lines — not as separately sourced parts assembled at the customer's plant.

Bar & Plate Cores
High-pressure, high-vibration cores brazed in vacuum. Heavy-duty radiators, oil coolers, high-boost CACs.

Tube & Fin Cores
Lighter, lower air-side ΔP cores brazed under controlled atmosphere (CAB). Engine radiators, medium-pressure CACs.

Sheet Metal Fabrication
In-house laser cutting, bending, welding and powder coating for frames, shrouds, guards and panels.

Cooling Module Assembly
Radiator + CAC + oil cooler + fan + shroud + frame integrated into a single delivered cooling module.
Bar & Plate Core Manufacturing
Bar-plate cores are built for high-pressure, high-vibration and severe-duty applications — heavy-duty radiators, hydraulic and lubrication oil coolers, and high-boost charge air coolers. The entire core is brazed in a single block, eliminating mechanical tube-to-header joints.
Insert & Air Fin Forming → Ultrasonic Cleaning → Core Building → Vacuum Brazing (VF) → Chamfer → Tank/Header Welding → 100% Leak & Pressure Test → Powder Coating
Fin & Insert Forming
Inner turbulator inserts and outer air-side fins are formed in-house so the geometry across the entire brazing block stays consistent — the foundation of repeatable thermal performance.
- • Customer-specific fin pitch, height and louver
- • Tooling owned and maintained on-site
- • Inline inspection of fin geometry

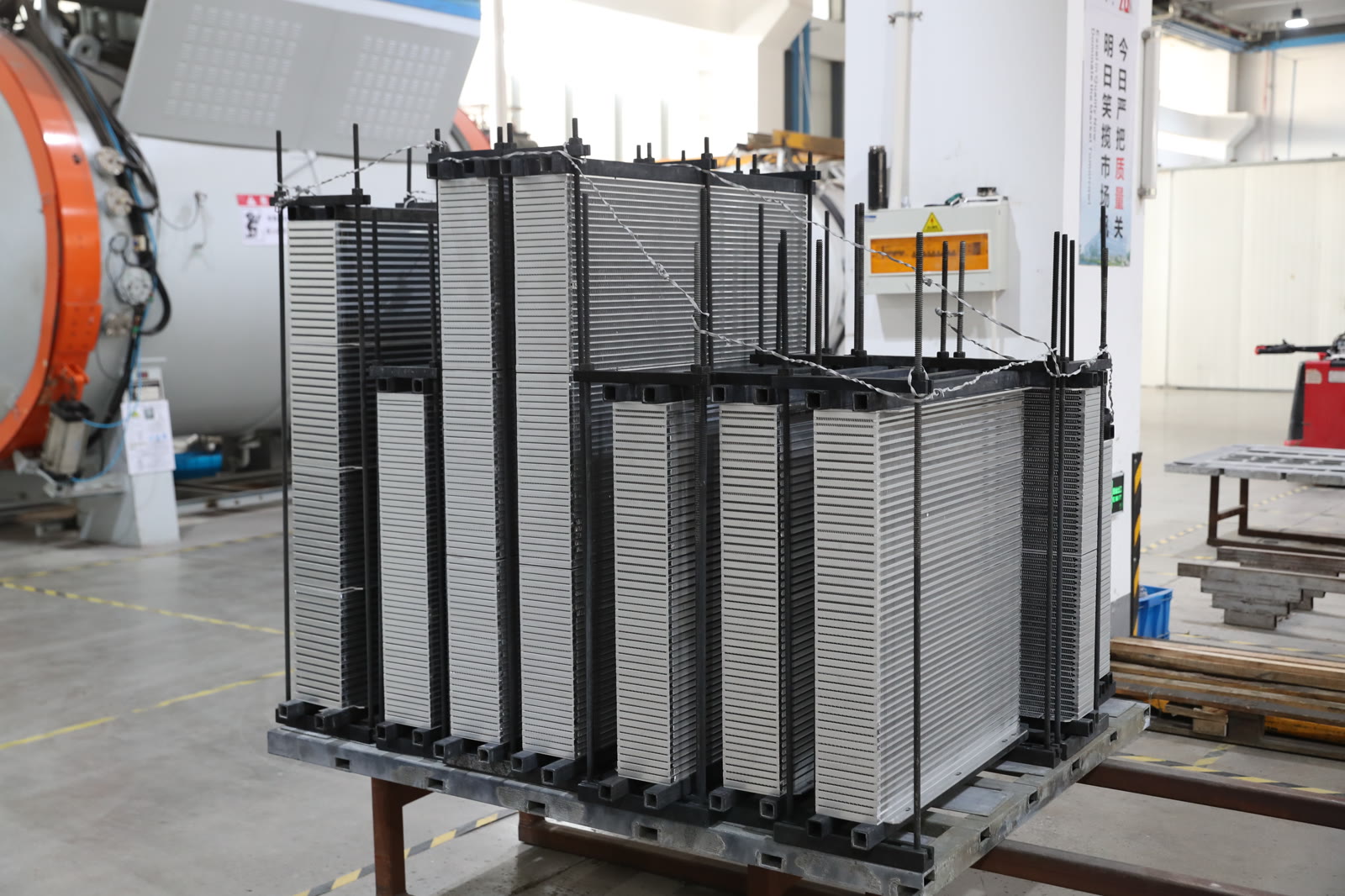
Core Building
Bars, plates, inserts and fins are stacked in fixtures in the layer sequence required by the thermal design — the moment when cooler architecture becomes a physical block ready for the furnace.
- • Fixture-controlled stacking sequence
- • Pre-braze cleanliness verification
- • Layer count and orientation logged per core
Vacuum Brazing (VF)
Cores are brazed under vacuum without flux, producing clean joints suitable for clean hydraulic, lubrication and high-pressure air circuits where flux residue is not acceptable.
- • Flux-free, contamination-free joints
- • Cycle-by-cycle process records
- • Batch traceability through to final assembly

Welding, Test & Coating
Brazed cores are deburred and chamfered, tanks and fittings are welded on by qualified manual TIG/MIG and robot stations, and every unit is leak- and pressure-tested before powder coating.
- • Robot & manual welding qualified per joint class
- • 100% leak & pressure test — no batch sampling
- • Powder coating in customer-specified color & class
Tube & Fin Core Manufacturing
Tube-fin cores deliver lighter weight and lower air-side pressure drop — well suited to engine radiators and many medium-pressure charge air coolers, where fan power, packaging weight and thermal response time matter.
Fin Forming / Stamping / Rolling → Core Assembly → Fluxing & CAB Brazing → Tank Welding or Crimping → 100% Leak Test → Powder Coating
Fin Forming, Stamping & Rolling
Air-side fin geometry — louver pattern, pitch, thickness — is formed on dedicated lines so that thermal performance and air-side ΔP target the design point, not a generic stock fin.
- • Louvered, plain and offset fins
- • Inline dimensional measurement
- • Custom fin density per program

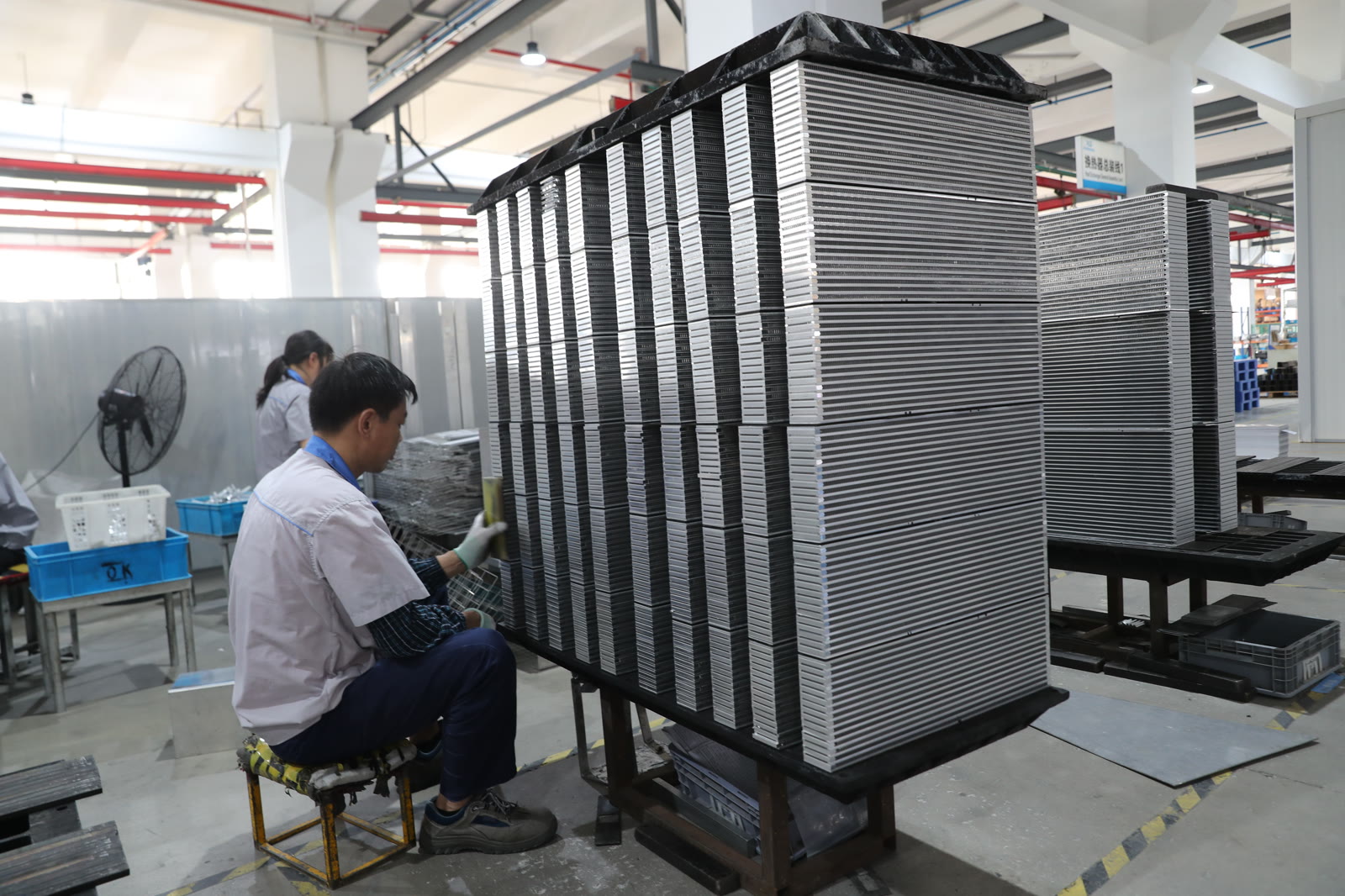
Core Assembly
Tubes, header plates and fins are assembled into the core block before brazing, with tube alignment controlled to protect the tube-to-header joint quality that field reliability ultimately depends on.
- • Controlled tube alignment per core
- • Header plate coupling verified before brazing
- • Pre-braze visual & cleanliness inspection
Cleaning, CAB Brazing & Test
Cleaned cores are flux-coated and brazed under controlled nitrogen atmosphere — the industry-standard route for high-volume aluminum radiator and CAC cores. Tank joining (welded or crimped) and 100% leak testing follow.
- • Ultrasonic cleaning of incoming parts
- • Continuous CAB tunnel brazing
- • Tank welded or crimped per pressure class
- • 100% pressurized leak test on every core

Sheet Metal Fabrication & Surface Finishing
Frames, shrouds, guards, brackets and housings are fabricated in-house. Same-roof sheet metal is what lets us deliver a complete cooling module rather than only a brazed core.
Laser Cutting → Plate Bending → Welding → Shot Blasting → Powder Coating

From Sheet Stock to Powder-Coated Parts
Laser-cut blanks become bent, welded and powder-coated frames and shrouds — the structural metalwork that turns a brazed core into a complete cooling module.
- • Laser cutting for net-shape blanks
- • Press-brake bending of frames and panels
- • TIG/MIG welding for sub-assemblies
- • Shot blasting and powder coating, color-matched to the cooler
Cooling Module Assembly
Cores from streams 01 and 02, sheet metal from stream 03, plus motors, fans, hoses, sensors and fasteners are integrated into a complete cooling module — radiator + CAC + oil cooler + fan + shroud + frame in one delivered assembly. One supplier, one quality record, one shipment.
Cooler & Hardware Kitting → Module Assembly & Alignment → Final Module Leak Test → Serialization → Export-grade Packing
Integrated Cooling Modules, Ready to Ship
Each module is built from individually leak-tested and serialized cores, kitted hardware, and powder-coated frames — then re-tested at module level before serialization and packing for sea, road or rail.
- • Each core arrives at module assembly already serialized
- • Controlled-torque mounting and alignment to drawing
- • Final leak test on the integrated module, not just the cores
- • Serial label links module → core → brazing batch
- • Export-grade packing for global shipping

One quality system across all four streams
Incoming material control, brazing process control, validated welding, 100% leak testing, cleanliness controls and serialized records — the same gates apply whether the part is a single bar-plate oil cooler or a fully integrated cooling module.
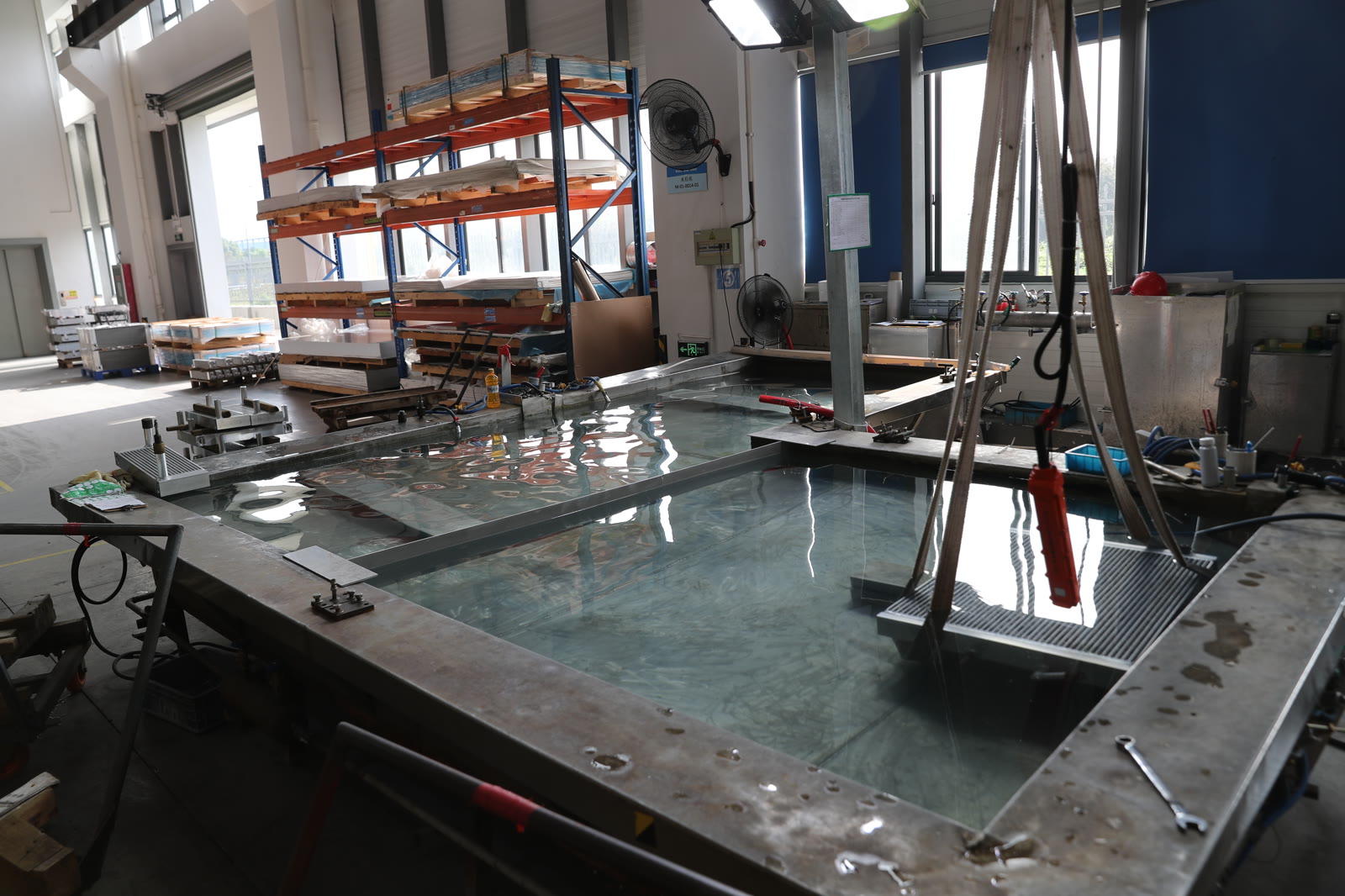
100% Leak & Pressure Test
Every core is tested under pressurized conditions before it leaves the line. Modules are re-tested at the integrated assembly level. No batch sampling on this gate.

Standard Work & Traceability
Each station carries SOPs, inspection records and quality alerts. Serial numbers tie modules back to brazing batch and operator — the documentation pack OEM auditors actually open.
Schedule a Factory Tour
OEM customers and engineering partners are welcome to walk all four production streams in person and review the documentation that supports them. Audit-ready QA packs are available on request.